Běžná cena je aktuální doporučenou cenou výrobců! Doprava ZDARMA při objednávce nad 1000,- Kč
(PPLparcel)
Abstrakt:
Vrtání do plného materiálu patří mezi základní technologické operace, požadavkem je vytvoření válcovitého otvoru v daném čase a požadované jakosti. Vrtání nepředvrtaných otvorů se vyznačuje náročným odvodem třísek a vzniklého tepla z místa řezu. Při tvorbě nevhodného tvaru třísek dochází k výraznému snížení kvality vrtaného otvoru a mimo jiné vzniku nadbytečného tepla v důsledku intenzivního kontaktu třísky s šroubovitou drážkou vrtáku. Řešením výše uvedených nevyhovujících projevů obrábění je vhodná úprava geometrie vrtáku. V rámci této studie byl zkoumán vliv vybrané geometrie vrtáku na řezný proces. Z geometrie vrtáku se jednalo o velikost úhlu špičky a velikost úhlu hřbetu na fazetce hlavního ostří. Použité vrtáky s označením CZ005 jsou vyrobeny z rychlořezné oceli M35 (ČSN 19 852), vyznačují se především velmi tenkým jádrem u špičky vrtáku. Zajímavostí u vrtáků CZ005 je použití řezné rychlosti přes 30 při posuvu 0,2 mm na otáčku. Jednotlivými vrtáky s různou geometrií byly vrtány testovací otvory za použití dynamometru. Na vyvrtaných otvorech byla měřena drsnost povrchu, válcovitost, kruhovitost, kolmost osy otvoru vůči povrchu obrobku, rozměr a poloha jednotlivých otvorů. Získané výsledky posloužily k dalšímu vývoji vrtáku CZ005. Vrták použitý v experimentu je důkazem, že při správně zvolené geometrii je možné obrábět efektivně i austenitickou korozivzdornou ocel nástrojem z rychlořezné oceli bez použití vnitřního přívodu řezné kapaliny.
klíčová slova : Geometrie, vrtání, šroubovitý vrták, rychlořezná ocel, korozivzdorná ocel
úvod
Korozivzdorné oceli nacházejí široké uplatnění v širokém spektru odvětví průmyslu díky svým výjimečným vlastnostem v oblasti odolnosti vůči vnějšímu prostředí a zvýšené teplotě. Příkladem mohou být malé chirurgické nástroje v lékařství přes komponenty do výfukového systému automobilů až po rozměrné zásobníky a potrubí v petrochemickém průmyslu.
Při vrtání korozivzdorné oceli působí na nástroj celá řada omezujících vlivů. Mezi ně patří zejména nízká tepelná vodivost, vysoká tažnost, náchylnost k deformačnímu zpevnění a vysoká abrazivnost obráběného materiálu. Zvolená geometrie nástroje a řezné podmínky by měly být nastaveny v souladu s nejnovějšími poznatky výzkumu v této oblasti. Dolinšek [1] v uvedené studii zkoumá deformační zpevnění při vrtání austenitické korozivzdorné oceli. Za pomoci přerušovače řezu bylo zjištěno, že k nejvyšší intenzitě deformačního zpevnění dochází v okolí osy vrtáku v místě příčného ostří. V důsledku deformačního zpevnění došlo k nárůstu mikrotvdosti materiálu z 300 na 600 HV 50. Austenitická korozivzdorná ocel se vyznačuje až 4krát nižší hodnotou tepelné vodivosti v porovnání s nízkouhlíkovou ocelí a tato skutečnost způsobuje intenzivní zvýšení teploty na břitu řezného nástroje [2]. K nejvyššímu zahřívání dochází na obvodu nástroje v oblasti vnější špičky v důsledku zvýšení řezné rychlosti směrem od osy nástroje [3] . Podle simulace podložené experimentem ve studii [3] provedené na uhlíkové oceli AISI 1045 přechází do nástroje téměř 50 % vzniklého tepla. V důsledku nízké tepelné vodivosti korozivzdorné oceli pravděpodobně tato hodnota při vrtání uvedeného materiálu přesahuje polovinu vzniklého tepla. Intenzitu vývinu tepla je možné omezit snížením plochy neefektivně obrábějícího jádra vrtáku jako v případě nástroje CZ005 z této studie nebo vhodným nastavením úhlu hřbetu [4] na vrtáku. Efektivní chlazení ostří nástroje je další možností eliminace vzniklého tepla. Ve studii [4] byl experimentálně a pomocí simulace analyzován přívod řezné kapaliny na ostří nástroje do místa řezu a v rámci experimentu bylo použito vnitřní chlazení s tlakem řezné kapaliny 80 barů. Pro vytvoření odpovídajícího modelu bylo použito rozmísení a následné sledování mikročástic v kapalině. Bylo zjištěno, že i přes vysokou rychlost přívodu kapaliny v chladicích kanálcích dochází k neefektivnímu chlazení ostří nástroje. V exponovaných místech vrtáku dochází k nedostatečné tepelné výměně v důsledku nízké rychlosti proudění kapaliny. Za příčinu poklesu rychlosti proudění byla označena turbulence kapaliny a tření na površích vrtáku. Podle výsledků studie [5] provedené na austenitické korozivzdorné oceli dochází při nárůstu hodnoty úhlu špičky v rozsahu 82° až 118° ke zvýšení teploty v místě řezu. Při určitých podmínkách může docházet ke snížení řezných sil v důsledku tzv. softening efektu [6] a zlepšení drsnosti povrchu při zamezení tvorby nárůstku. Vliv řezné rychlosti na drsnost obrobeného povrchu závisí na teplotě, při které u daného materiálu dohází k zamezení tvorby nárůstku, použitých hodnotách řezné rychlosti a obráběném materiálu. Ve studii [7] bylo zjištěno zlepšení drsnosti o 20 až 50 % povrchu při zvýšení řezné rychlosti z 18 na při obrábění austenitické korozivzdorné oceli. Naopak ve studii [8] při vrtání nízkolegované oceli došlo k nárůstu drsnosti o více než 50 % při zvýšení řezné rychlosti z 32 na . Softening efekt měl zásadní vliv na experiment [9], kde Huang analyzoval vliv jednotlivých parametrů na velikost posuvové síly při vrtání tenkých desek z kompozitního materiálu vyztuženého karbidy křemíku. Zvýšení řezné rychlosti z na dvojnásobnou hodnotu mělo rozdílný efekt na velikost posuvové síly v různých stadiích vrtání. Před zavrtáním celé špičky nástroje docházelo vlivem zvýšení řezné rychlosti k mírnému nárůstu posuvové síly. Při vrtání polotovarů o tloušťce větší než 1 mm došlo v dalším stádiu procesu při zvýšení řezné rychlosti k nárůstu teploty a vlivem softening efektu k poklesu posuvové síly o více než 15 %.
Obtížné podmínky vrtání austenitické korozivzdorné oceli popsané v předešlém odstavci vyžadují správné zvolení jednotlivých geometrických parametrů nástroje. V opačném případě dochází často k rychlému opotřebení nástroje a výrobě nevyhovující jakosti otvoru v důsledku nárůstu teploty a vysoké houževnatosti materiálu. Z komplexní geometrie šroubovitého vrtáku je v studiích jednotlivých autorů nejčastěji rozebírán vliv úhlu špičky na řezný proces. Prvním rozebíraným parametrem je posuvová síla. Závislost velikosti úhlu špičky na hodnotě posuvové síly se u jednotlivých studií liší. V rámci experimentální části této práce bylo zjištěno, že při zvýšení úhlu špičky došlo k mírnému snížení posuvové řezné síly. Tento trend byl prezentován také ve studiích [10; 11]. Naopak nárůst posuvové síly při zvýšení úhlu špičky byl prezentován autory v pracích [6; 12; 13]. Intenzivní deformace materiálu v místě příčného ostří je příčinou nárůstu teploty při zvýšení úhlu špičky z 82° na 118° ve studii [5] a 110° na 118° v práci [14]. Karpat [6] se zabýval vývojem speciálních vrtáků s dvojitým ostřím na obrábění kompozitních materiálů. Naklopení obou ostří je dáno úhly špičky 60° respektive 120°. Vrtáky jsou vyrobeny na jmenovitý průměr 6,4 mm, jednotlivé vrtáky se liší délkami zmíněných ostří. Modifikace délky obou ostří umožňuje měnit závislost posuvové síly na čase. Ostří s nižší hodnotou úhlu špičky generuje nižší posuvovou sílu než navazující ostří s vyšším úhlem špičky. Bylo zjištěno, že nejlepších výsledků je dosaženo vrtákem s nejdelší částí ostří s úhlem špičky 120° díky poklesu posuvové síly při výstupu z otvoru. Pomocí snížení posuvové síly je možné omezit tvorbu delaminace vrstev kompozitu, popřípadě tvorbu otřepu při vrtání tvárných kovových materiálů.
Murad [15] prezentoval práci, ve které studoval vliv nastavení úhlu špičky na proces vrtání titanu Ti6Al4V. V důsledku intenzivního nárůstu teploty došlo ke zpevnění povrchu otvoru. Zvýšení úhlu špičky u nového nástroje způsobilo nárůst tloušťky zpevněné vrstvy na okraji otvoru z hodnoty 0,05 mm na 0,1 mm. Ke zvětšení tloušťky vrstvy došlo taktéž při opotřebení nástroje.
Při obrábění houževnaté korozivzdorné oceli dochází ke tvorbě dlouhých šroubovitých třísek, tento tvar třísek způsobuje intenzivní kontakt třísky s drážkou vrtáku a vrtaným otvorem. V důsledku tření třísky s nástrojem a obrokem vzniká nadbytečné teplo a může dojít k poškození povrchu vrtaného otvoru [3] . Dlouhá tříska je zároveň v místě odchodu chladicí kapaliny a omezuje odvod chladicí kapaliny z místa řezu [4] . Za běžných podmínek není možné tvorbě dlouhých třísek při vrtání houževnatých materiálů zamezit. Řešením může být technologie ultrazvukového vrtání, kdy do klasického procesu vrtání jsou vneseny vibrace na frekvenci ultrazvuku. Zhu [16] prezentoval vrtání touto technologií otvorů o průměru 0,5 mm do niklové superslitiny. Vibrace přidané do procesu vrtání dělí třísku na malé kousky a díky vnesení energie o vysoké hustotě dochází k rozrušení materiálu pod břitem nástroje a ve výsledku je zapotřebí nižší posuvová síla.
Vliv nastavení úhlu špičky na dosaženou drsnost povrchu vrtaného otvoru se v jednotlivých studiích liší. V případě studií [8; 11] došlo k nárůstu drsnosti povrchu při zvýšení hodnoty úhlu špičky, naopak ve studiích [10; 15] autoři prezentovali pokles drsnosti povrchu při zvýšení úhlu špičky. Ve studii [16] bylo zjištěno, že dochází ke zlepšení drsnosti povrchu o 20 až 30 % při implementování technologie ultrazvukového vrtání oproti běžnému vrtání.
Přesné zavrtání nástroje je předpokladem pro výrobu kvalitního otvoru, při zavrtání mimo osu dochází k zvětšování průměru vstupní části otvoru a zhoršení geometrických tolerancí otvoru. Materiál o nízké tvrdosti zhoršuje stabilizaci vrtáku ve vrtaném otvoru a snáze dochází k nepřesnému zavrtání. Üllen [17] se zabýval objasněním vlivu struktury materiálu na jakost vrtaných otvorů při vrtání nízkolegované chrom-molybdenové oceli s různým tepelným zpracováním. Sledovanými parametry kvality otvorů byla kruhovitost, válcovitost, odchylka průměru od jmenovité hodnoty a drsnost obrobeného povrchu. Bylo zjištěno, že kvalita vrtaných otvorů je závislá na tvrdosti daného materiálu. Při nárůstu tvrdosti tepelným zpracováním vrtaného materiálu oproti základnímu materiálu z 34 HRC na 67 HRC došlo ke zlepšení jednotlivých parametrů v rozmezí 30 až 50 %. Naopak při poklesu tvrdosti materiálu z 34 HRC na 24 HRC v důsledku žíhání byl zjištěn pokles kvality otvoru o více než 15 %. Zlepšení schopnosti zavrtání do měkkého materiálu je možné docílit implementací technologie ultrazvukového vrtání. V experimentu došlo k poklesu odchylky od jmenovitého průměru z 25 µm na 5 µm a kuželovitosti otvoru o více než 30 % [16].
EXPERIMENTÁLNÍ NASTAVENÍ A MATERIÁL
V experimentální části práce byly provedeny zkoušky vyvíjeného inovativního vrtáku z rychlořezné oceli s označením CZ005 pro obrábění korozivzdorné oceli do plného materiálu. Porovnání řezivosti vybraných nástrojů bylo provedeno na základě měření a hodnocení řezných sil, drsnosti povrchu vrtaných otvorů, geometrických tolerancí obrobených otvorů, přesnosti rozměrů a rozteče vrtaných otvorů a morfologii tvořených třísek.
Testovaný materiál
Vzorky pro vrtání byly vyrobeny z austenitické korozivzdorné oceli s označením AISI 304 (1.4301, X5CrNi1810 nebo ČSN 17240). Materiál byl ve formě válcovaných desek o rozměrech 206 x 120 x 20 mm. U vrtaných desek byla před započetím experimentu nalezena rozdílná tvrdost na příčném průřezu materiálem - na jedné ze stran vrtané desky byla tvrdost 200 HV 0,1 a na druhé ze stran tvrdost až 400 HV 0,1 (Fig. 1).
|
Fig. 1 Rozložení tvrdosti materiálu na průřezu vrtané desky. |
Za účelem objasnění příčiny změny tvrdosti byly vytvořeny metalografické výbrusy a následně vytvořeny snímky struktury. Poloha jednotlivých měření tvrdosti a snímání mikrostruktury na příčném průřezu materiálem jsou označeny a až d (Fig. 2).
Na jedné ze stran desky je mikrostruktura tvořena austenitem (Fig. 2 a), směrem ke druhé straně desky se ve struktuře začínají objevovat jehlice martenzitu (Fig. 2 b, c). Na okraji polotovaru v místě, kde tvrdost dosahovala 400 HV 0,1 byla nalezena martenzitická struktura (Fig. 2 d).
|
Fig. 2 Mikrostruktura austenitické korozivzdorné oceli v jednotlivých místech průřezu. |
Vznik martenzitické struktury v části polotovaru austenitické oceli byl způsoben zřejmě nerovnoměrným deformačním zpevněním v průběhu válcování plechu. Na straně polotovaru s vyšší tvrdostí bylo zřejmě dosaženo vyššího stupně přetvoření. Přímá souvislost mezi vznikem martenzitické struktury a způsobeného zvýšení tvrdosti struktury s deformačním zpevněním v průběhu technologie válcování byla sledována ve studii [18].
Pro účely experimentu bylo připraveno 8 vrtáků modelu CZ005 od firmy NÁSTROJE CZ, s.r.o. Vrtáky byly vyrobeny z rychlořezné oceli M35 s rozdílnými dvojicemi úhlu špičky a úhlu hřbetu na hlavním ostří (Fig. 3), za účelem ověření vlivu zmíněné geometrie vrtáku na proces vrtání.
|
Fig. 3 Model vrtáku z experimentu s vyznačeným úhlem hřbetu a úhlem špičky. |
Úhel špičky nabýval u jednotlivých vrtáků hodnot 135° až 145°, úhel hřbetu hodnot 7° až 16° (Tab. 1).
Tab. 1 Hodnoty úhlu špičky a úhlu hřbetu u jednotlivých porovnávaných vrtáků.
A | B | C | D | E | F | G | |
Point angle omega [°] | 135.68 | 135.62 | 138.32 | 138.35 | 141.61 | 142.14 | 145.03 |
Clearance angle alfa [°] | 8.09 | 7.20 | 6.92 | 7.07 | 7.76 | 8.37 | 14.65 |
Geometrie vrtáku vycházela z modelové řady vrtáků CZ005 navržené pro obrábění korozivzdorné oceli. Geometrie vrtáků použitých v exprimentu (Tab. 2) byly u všech testovaných vzorků stejné.
Tab. 2 Geometrie experimentálních vrtáků.
Drill diameter | 13 mm | Helix angle | 29.4° ± 0.4° |
Overall drill length | 151 mm | Rake angle in the axis of the drill | 1.7° ± 0.8° |
Flute length | 101 mm | Drill Core Thickness | 1.0° ± 0.1° |
Geometrie jednoltivých vrtáků byla měřena na optickém měřicím stroji HELICHECK PLUS od společnosti Walter.
Geometrie vrtáku CZ005 se vyznačuje zejména velmi tenkým jádrem, kde průměr jádra je 0,07 až 0,08 x D. V důsledku tenkého jádra je možné vyrobit u vrtáku hlubší šroubovitou drážku. Hlubší drážka umožňuje zachování pozitivní geometrie čela až k ose vrtáku.
Pozitivní úhel čela po celé délce ostří snižuje intenzitu deformačního zpevnění, považovaného za jednu z hlavních příčin špatné obrobitelnosti korozivzdorné oceli [19] . Redukce průřezu jádra u špičky vrtáku podle provedené studie [20] způsobuje výrazné snížení působící posuvové síly.
Podoba experimentu a měření
Testování jednotlivých uvedených vrtáků bylo provedeno na multifunkčním vertikálním obráběcím centru TAJMAC ZPS MCV 1210 na FSI VUT v Brně. Každým z uvedených nástrojů bylo v rámci experimentu vrtáno 14 otvorů (Fig. 4).
U vrtaných otvorů bylo následně provedeno měření:
řezných sil (1. a 16 otvor),
drsnosti (1. a 16 otvor),
geometrických tolerancí – kruhovitost, válcovitost a kolmost osy otvoru vůči povrchu desky (1, 2, 5, 6, 9, 10, 12, 13 a 14 otvor),
průměru (1, 2, 5, 6, 9, 10, 12, 13 a 14 otvor),
roztečí (x1, x2, x3, x4, x5).
|
Fig. 4 Schéma rozmístění experimentálních otvorů na vrtané desce. |
Měření řezných sil
K měření řezných sil byl pro účely experimentu využit dynamometr KISTLER 9272 s příslušenstvím. Dynamometr byl upnut k pracovnímu stolu obráběcího centra pomocí šroubů do T-drážek, na dynamometru byl připevněný svěrák pro upnutí vrtané desky. Řezné síly byly měřeny pouze při zavrtání do tvrdé strany desky. Řezné síly byly ovlivněny pouze změnou geometrie vrtáku, ostatní parametry procesu byly v průběhu experimentu konstantní.
Měření drsnosti povrchu
Drsnost povrchu otvorů byla měřena pomocí drsnoměru Taylor Hobson Talysurf CLI 1000. Dle normy ČSN EN ISO 4288 byla nejprve změřena orientační hodnota parametru RSm a na základě naměřených hodnot zvolena příslušná základní a vyhodnocovaná délka. Po vyrovnání plochy do horizontální roviny tzv. laveling byl změřen profil celé délky otvoru. Za účelem získání profilu drsnosti bylo zapotřebí provést thresholding, odstranění tvaru měřeného profilu pomocí polynomu 5. řádu a filtraci naměřených dat pomocí Gaussova filtru. Ze získaného profilu drsnosti byly extrahovány vyhodnocované délky (Fig. 5), a u nich následně změřeny požadované parametry drsnosti Ra a Rz.
|
Měření geometrických tolerancí
Měření geometrických tolerancí, průměru otvorů a roztečí bylo provedeno na souřadnicovém měřicím zařízení Leitz Reference Xi. Kruhovitost, kolmost osy otvorů vůči povrchu vrtané desky a rozteč otvorů byla měřena ve dvou místech po délce otvoru v místech 3 mm od obou stran materiálu (Fig. 6). Kruhovitost byla vyhodnocována na základě středu nejmenších čtverců dle normy ČSN ISO 4291. Rozteč dvojice otvorů je uvažována jako rozteč dvojice kružnic ve stejné výškové hladině vytvořených při vyhodnocení kruhovitosti. Toleranční pole kolmosti otvoru je uvažováno jako válec, do kterého spadá osa válce aproximovaného otvoru.
|
Fig. 6 Metodika měření geometrie tolerancí vrtaných otvorů. |
Vyhodnocení válcovitosti a průměru vrtaných otvorů probíhalo ve třech místech po délce otvorů (Fig. 6). Válcovitost otvorů byla určena na základě vytvoření tzv. obalových válcových ploch vytvořených extrahováním profilu kruhovitosti dle normy ČSN ISO 12180-2. Průměr otvorů je uvažován jako průměr kružnice aproximované na základě metody nejmenších čtverců.
Určení přesnosti polohy a rozměru otvorů
Poloha otvorů byla posuzována na základě měření odchylky dvojice otvorů od jmenovité hodnoty rozteče. V případě rozměru byla parametrem odchylka od jmenovité hodnoty průměru.
Řezné podmínky
Řezné podmínky byly stanoveny na uvedené hodnoty a v rámci experimentu zůstaly konstantní.
(odpovídající otáčky )
(odpovídající posuvová rychlost )
Při vrtání byla použita řezná kapalina Quaker Cool 7350BFF o koncentraci 5 %.
Výsledky a diskuze
V následující kapitole jsou uvedeny výsledky posouzení vlivu změny úhlu špičky a úhlu hřbetu na hlavním ostří na jakost vrtaných otvorů. Pomocí simulace v programu Helitronic tool studio byl zjištěn vliv obou zmíněných úhlů na velikost úhlu příčného ostří vrtáku (Fig. 7).
|
Fig. 7 Závislost velikosti úhlu příčného ostří na nastavení hodnoty úhlu špičky a úhlu hřbetu u vrtáku CZ005. |
Řezné síly
U jednotlivých vrtáků z experimentu byla měřena posuvová síla a krouticí moment. K vizualizaci hodnot byl využit typ grafu boxplot, protože pomocí něj je možné zobrazit souhrnně vypočtená statistická data souboru hodnot. Jednotlivé bloky představují 50 % dat souboru, spadající do oblasti mezi 1. až 3. kvartilem. Úsečky vedoucí z bloků znázorňují rozložení zbytku hodnot souboru, samostatnými body jsou vyjádřeny odlehlé hodnoty. Přímka uvnitř bloku vyjadřuje medián souboru a černý blok střední hodnotu souboru dat.
Průměrná hodnota posuvové síly se při vrtání jednotlivými vrtáky pohybovala od 2481 N do 2929 N (Fig. 8).
|
Fig. 8 Vliv geometrie vrtáku na velikost působící posuvové síly. |
Z uvedených dat vyplývá, že zvýšení hodnoty úhlu hřbetu i úhlu špičky na nástroji snižuje působící posuvovou sílu. Při zvýšení úhlu hřbetu o méně než 1° u vrtáků A a B došlo k poklesu posuvové síly o více než 70 N. Příklad vlivu velikosti úhlu špičky lze pozorovat u vrtáků A a E, kde došlo při zvýšení uhlu špičky o 6° k poklesu posuvové síly o více než 150 N (Fig. 8). Pokles posuvové síly při zvýšení hodnoty úhlu čela je způsoben vytvořením ostřejšího řezného klínu a vznikajícímu menšímu odporu proti vniknutí do materiálu obrobku.
Velikost krouticího momentu byla ovlivněna změnou úhlů na vrtáku méně než posuvová síla. Hodnota krouticího momentu se v závislosti na zvolené hodnotě úhlu čela a úhlu špičky pohybovala mezi 10,5 Nm a 11,1 Nm (Fig. 9).
|
Fig. 9 Vliv geometrie vrtáku na velikost působícího krouticího momentu. |
Nejvyšší hodnota krouticího momentu byla naměřena u vrtáku G, který je charakteristický vysokou hodnotou obou porovnávaných úhlů.
Drsnost povrchu otvorů
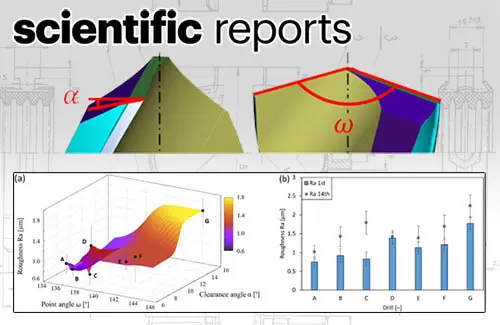
U vrtaných otvorů byla hodnocena drsnost povrchu na základě parametrů Ra a Rz, měření probíhalo podle metodiky uvedené v kapitole 2.3.1. V případě tří porovnávaných vrtáků – A, B a C bylo dosaženo drsnosti povrchu podle parametru Ra nižší než 1 mikrometr. K lepším výsledkům dosažené drsnosti povrchu docházelo při použití nižších hodnot obou posuzovaných úhlů (Fig. 10).
|
Fig. 10 Vliv velikosti úhlu špičky a úhlu hřbetu vrtáku na dosaženou drsnost povrchu. |
Hodnoty drsnosti podle parametru Ra a Rz v závislosti na proměnné geometrii vykazovaly shodný trend, proto nebylo přistoupeno k zobrazení naměřených hodnot Rz. Naměřené hodnoty se pohybovaly mezi Rz 5,7 mikrometru až Rz 11,7 mikrometru.
Vliv porovnávané změny geometrie – úhlu špičky a úhlu hřbetu na hlavním ostří na obrobené plochy je založen na schopnosti zachování plynulého procesu obrábění bez vnesení dodatečných vibrací a nerovnoměrného silového namáhání. Geometrie s nižší hodnotou úhlu hřbetu vykazuje ostřejší řezný klín a snáze se díky tomu nástroj zařezává do materiálu obrobku. Volba nižšího úhlu špičky má vliv na schopnost stabilizace vrtáku v otvoru díky výhodnějšímu silovému působení. Při změně obou výše popsaných úhlů dochází k vzájemné interakci vznikajících jevů. V případě volby nižší hodnoty úhlu špičky i úhlu hřbetu – vrtáky A a B
(Fig. 10). je vrták dostatečně stabilní při zaříznutí ostré geometrie do materiálu. V případě méně stabilizující vyšší hodnoty úhlu špičky dochází při volbě vyšší hodnoty úhlu hřbetu k opakovanému zaříznutí ostré řezné geometrie do materiálu obrobku a následnému vyskočení z řezu. Popsaný efekt je znatelný u vrtáků E, F a zejména G (Fig. 10).
Geometrické tolerance otvorů
Geometrický tvar byl v rámci práce posuzován pomocí naměřených geometrických tolerancí otvorů – kruhovitosti (Fig. 11), válcovitosti (Fig. 12) a kolmosti osy otvoru vůči povrchu vrtané desky (Fig. 13). Nejnižší hodnoty geometrických tolerancí bylo naměřeno pomocí všech tří parametrů u vrtáku C, naopak nejvyšší hodnoty geometrických tolerancí byly zjištěny u nestabilního vrtáku G.
Naměřené hodnoty geometrické tolerance kruhovitosti nabývaly hodnot 0,025 (C) až 0,045 mm (G). Změna úhlu špičky a úhlu hřbetu na hlavním ostří u vrtáků A až F neměla příliš vliv na kruhovitost měřených otvorů. Výrazný vliv navýšení úhlu hřbetu byl zjištěn v případě vrtáku G (Fig. 11).
|
Fig. 11 Závislost hodnoty kruhovitosti vrtaných otvorů na volbě úhlu špičky a úhlu hřbetu. |
Válcovitost analyzovaných otvorů byla změřena v rozpětí hodnot od 0,045 (C) do více než 0,095 mm (G). Lepší hodnoty válcovitosti byly zjištěny při použití vrtáků s hodnotami úhlu špičky 138 ° až 142 ° a úhlu hřbetu od 7 ° do 8 ° (Fig. 12).
|
Fig. 12 Vliv hodnoty úhlu špičky a úhlu hřbetu vrtáku na velikost válcovitosti vrtaného otvoru. |
Naměřené hodnoty kolmosti osy otvoru vůči povrchu vrtané desky se pohybovaly mezi hodnotami 0,025 (C) až 0,06 mm (G). Nejlepších hodnot bylo dosaženo při použití úhlu špičky v rozmezí 138 ° až 140 ° (Fig. 13).
|
Fig. 13 Vliv zvolené geometrie porovnávaných úhlů na dosaženou kolmost osy otvoru vůči povrchu vrtané desky. |
U vrtáku C bylo dosaženo významně horších výsledků kvality otvorů z hlediska drsnosti povrchu i geometrických tolerancí v porovnání s vrtákem D s velmi podobnou geometrií. Příčinou popsané anomálie je zřejmě defekt na vrtáku způsobený při jeho výrobě – tzv. převýšení ostří, kdy vnější špičky vrtáku mají rozdílnou výšku. Tento defekt způsobuje rozdílný záběr dvou ostří nástroje, důsledkem je vnesení vibrací a pravidelné vyosení vrtáku během vrtání.
Na dosažené hodnoty geometrických tolerancí má vliv zejména schopnost přesného zavrtání do materiálu a následná stabilita řezného procesu v průběhu vrtání. Při nevhodném zavrtání může dojít k vychýlení osy otvoru a vnesení vibrací. V důsledku tuhosti obráběcího stroje dojde v průběhu vrtání k částečnému vychýlení vrtáku zpět do původní osy otvorů dané řídicím programem. Při uvedeném efektu dochází mimo jiné ke vzniku nepřesností tvaru otvoru charakteristického geometrickými tolerancemi.
Poloha a rozměr otvorů
Hodnoty odchylky od jmenovité hodnoty rozteče byly u jednotlivých otvorů od 0,06 mm pro vrták C do více než 0,1 pro vrták E (Fig. 14) Nejlepších hodnot bylo dosaženo vrtákem C a G. V případě otvoru C byla tato hodnota předpokládána vhledem k vysoké jakosti vrtaných otvorů. Hodnotě G není přikládán příliš velký význam z důvodu velmi špatné kvality otvoru z hlediska ostatních parametrů. Směrodatná odchylka sady naměřených dat pro odchylky rozteče od jmenovité hodnoty je pouze 0,01 mm, tento fakt potvrzuje stabilitu vrtáku v průběhu zavrtání do materiálu.
|
Fig. 14 Závislost hodnoty odchylky od jmenovité hodnoty rozteče vrtaných otvorů na volbě úhlu špičky a úhlu hřbetu na vrtáku. |
Z hlediska přesnosti rozměru vrtaných otvorů byly zjištěny nejlepší výsledky pro vrtáky C a D, s úhlem špičky 138° a úhlem hřbetu 7° (Fig. 15). Hodnoty odchylky naměřených dat od jmenovité hodnoty průměru jsou u zmíněných vrtáků 0,03 mm respektive 0,036 mm a výsledky pro ostatní vrtáky jsou 2 až 3 násobné.
|
Fig. 15 Vliv úhlu špičky a úhlu hřbetu vrtáku na velikost odchylky od jmenovité hodnoty průměru vrtaných otvorů. |
V rámci studie byla nalezena korelace mezi naměřenými hodnotami odchylky rozteče a průměru od jmenovité hodnoty u všech porovnávaných vrtáků kromě nástroje G. Zavrtání mimo správnou polohu má vliv na přesnost rozměru otvoru v důsledku vzniku radiální síly na vrták. Ve vstupní části otvoru se tento efekt projevuje intenzivněji, protože nedochází ke stabilizaci vrtáku v otvoru (Tab. 3).
Tab. 3 Porovnání rozdílu hodnoty průměru ve vstupní a výstupní části vrtaného otvoru.
Označení vrtáku | A | B | C | D | E | F | G |
0.01940 | 0.01051 | 0.00051 | 0.01508 | 0.02929 | 0.01709 | 0.04690 |
Na přesnost polohy a rozměr otvoru má z proměnných parametrů největší vliv úhel příčného ostří (Fig. 7), protože je jako první část vrtáku v kontaktu s materiálem obrobku. U vrtáků s nevyhovující geometrií příčného ostří dochází při zavrátí k nestabilnímu zavrtání, tzv. tancování vrtáku.
Vliv tvrdosti vrtaného materiálu
V rámci proběhlého experimentu bylo vrtáno do materiálu s rozdílnou tvrdostí na příčném průřezu. V prvním případě proběhlo zavrtání do tvrdého materiálu a výjezd vrtáku do měkkého materiálu. Ve druhém případě proběhlo zavrtání do měkkého materiálu. Na jedné ze stran materiálu byla tvrdost na povrchu 200 HV0,1, respektive 400 HV0,1 (Fig. 1). Jedním z cílů experimentu bylo analyzovat vliv tvrdosti na jakost vrtaných otvorů.
Bylo zjištěno, že při zavrtání do měkkého materiálu došlo ke zhoršení jakosti vrtaných otvorů z hlediska všech parametrů kromě kolmosti otvoru. Jednotlivé sloupce u vrtáků A až G znázorňují procentuální snížení kvality podle jednotlivých kritérií (Fig. 16). Pokles kvality otvorů byl způsoben snížením schopnosti přesného zavrtání vrtáku CZ005 do měkkého materiálu v porovnání s tvrdým. Vrstva tvrdého materiálu na povrchu o tloušťce okolo 5 mm fungovala podobně jako vrtací pouzdro a po zavrtání zabraňovala vyosení nástroje. Tvrdost materiálu při výjezdu vrtáku z otvoru neměla na kvalitu otvorů vliv, protože nástroj byl již stabilizován ve vytvořeném otvoru i v případě měkkého materiálu.
|
Fig. 16 Vliv tvrdosti povrchu vrtaného materiálu na jednotlivé parametry jakosti otvorů. |
Nejvýraznější vliv tvrdosti povrchové vrstvy vrtaného materiálu byl sledován u přesnosti průměru a rozteče jednotlivých otvorů (Fig. 16). Zároveň bylo zjištěno, že tvrdost materiálu má různý vliv na jednotlivé geometrie nástroje. V případě vrtáků C a D bylo naměřeno snížení přesnosti průměru a rozteče o více než 100 %. Nejmenší vliv mělo snížení tvrdosti povrchové vrstvy materiálu na jakost otvorů v případě vrtáku s nejnižším úhlem špičky.
Morfologie třísek
U jednotlivých vrtáků byl v rámci experimentu sledován tvar tvořených třísek. Správná tvorba třísky je u vrtání důležitá pro rychlý odvod třísek z místa řezu a zamezení poškození povrchu otvoru odcházejícími třískami. Z morfologie tvořené třísky je možné zpětně hodnotit proces vrtání.
Tvar tvořených třísek u vrtáků A až F se příliš nelišil v důsledku zachování stability jednolitých vrtáků. V případě (G) došlo k výraznému zdeformování ideálního tvaru třísky, tvorbě zátrhů na kraji třísky a tvorbě nerovnoměrného průřezu po délce třísky (Fig. 17). Tvar vznikající třísky (G) byl ovlivněn nestabilitou procesu popsanou v kapitole 3.1.
|
Fig. 17 Porovnání morfologie tvořených třísek u stabilního vrtáku C a třísek tvořených při nestabilním procesu vrtání nástrojem G. |
diskuze
Při zvýšení hodnoty úhlu špičky u vrtáku CZ005 v experimentu došlo k poklesu posuvové síly. Část studií tento závěr potvrzuje [10; 11] , u části však byla prezentována opačná závislost
[6; 12; 13]. Při porovnaní podmínek jednotlivých experimentů bylo zjištěno, že k poklesu posuvové síly při zvýšení hodnoty úhlu špičky dochází u procesu vrtání do předvrtaných otvorů [10; 11] , kde není příčné ostří nástroje v kontaktu s obrobkem. Vrták CZ005 dosahuje podobné závislosti díky velmi tenkému jádru u špičky nástroje. Při uvažování výše uvedené hypotézy je možné konstatovat, že u vrtáků s běžnou tloušťkou jádra a vysokou hodnotou úhlu špičky dochází při vrtání do plného materiálu v místě příčného ostří k nevyhovujícímu procesu tváření materiálu. V důsledku neefektivního procesu obrábění v okolí osy vrtáku dochází k nárůstu posuvové síly.
V rámci experimentu bylo zjištěno, že dvojice úhlu špičky a úhlu hřbetu ovlivňuje stabilitu vrtáku v otvoru. Stabilita procesu vrtání přímo určuje dosaženou drsnost povrchu a tvar tvořené třísky. Zvýšení úhlu špičky v rozsahu 135° až 142° nemělo na stabilitu procesu příliš vliv. V důsledku výrazného zvýšení úhlu hřbetu u vrtáku G došlo ke snížení stability procesu vrtání. Tento proces byl vyhodnocen pomocí změny drsnosti i tvaru tvořené třísky. Efekt dvojice úhlu špičky a úhlu hřbetu je zřejmě navzájem provázán. Úhel hřbetu určuje úhel řezného klínu, při zvýšení úhlu hřbetu dochází k vytvoření ostřejší řezné geometrie. Ostrá řezná geometrie snáze proniká do materiálu obrobku. Nižší hodnoty úhlu špičky stabilizují vrták v otvoru [11] . Na základě zmíněné hypotézy lze dojít k závěru, že ostřejší řezná geometrie má schopnost stabilního obrábění za působení nižších řezných sil, pokud dochází ke stabilizaci vrtáku pomocí nižší hodnoty úhlu špičky. V takovém případě vrtaný otvor vykazuje nízkou drsnost povrchu (Fig. 10) a je tvořena rovnoměrná tříska bez zátrhu a zdeformování (Fig. 17). V případě použití ostré řezné geometrie a vrtáku s vyšší hodnotou úhlu špičky dojde ke vniknutí břitu do materiálu a následnému odskočení z řezu v důsledku nízké stabilizace vrtáku. Tento proces vnáší do řezu vibrace a výsledkem je výrazné zhoršení drsnosti povrchu (Fig. 10) a špatně tvořená tříska (Fig. 17).
Zvolená hodnota úhlu hřbetu a úhlu špičky podle naměřených dat ovlivňuje geometrickou přesnost vrtaných otvorů. Ve vysoké míře je geometrická přesnost otvorů ovlivněna volbou daných úhlů zřejmě nepřímo přes závislost úhlu hřbetu a úhlu špičky na velikosti úhlu příčného ostří na vrtáku (Fig. 7). Přesné a stabilní zavrtání do materiálu je předpokladem pro vyvrtání geometricky přesného otvoru [16; 17] . Velikost úhlu příčného ostří je pro stabilní zavrtání důležitá, protože příčné ostří je jako první část vrtáku s vrtaným materiálem a naklopení příčného ostří určuje směr výsledných řezných sil při zavrtání nástroje.
Geometrická přesnost vrtaných otvorů v experimentu závisí významně na tvrdosti materiálu a na povrchu vrtané desky. Při snížení tvrdosti vrtaného materiálu došlo ke snížení jakosti otvorů z hlediska geometrických tolerancí, odchylky rozteče otvoru i odchylky od jmenovitého průměru. Tento závěr je v souladu s výsledky uvedenými ve studii [17]. Při zavrtání do materiálu obrobku dochází k vytvoření vibrací v důsledku náhlé potřeby překonání odporu materiálu. V případě vrtání měkkého materiálu dojde při zavrtání k mírnému poskakování vrtáku a k následnému zavrtání mimo osu vrtáku. Řešením ke snížení vibrací a zlepšení schopnosti zavrtání by bylo zřejmě snížení posuvové rychlosti při zavrtání. Vlivem vysoké tuhosti obráběcího stroje působí při vrtání dodatečné síly ve směru původní osy vrtáku a vrtaný otvor má charakteristický vyšší průměr ve vstupní části otvoru a kuželovitost [16] . Vrstva materiálu o vyšší tvrdosti, popřípadě materiál s celkově vyšší tvrdostí působí efektem na principu vrtacího pouzdra a zamezí tak vychýlení vrtáku ze správné osy otvoru.
závěr
U vrtáků s označením CZ005 z rychlořezné oceli s rozdílnou geometrií byly provedeny řezné zkoušky při vrtání do plného materiálu. V rámci práce byly porovnány řezné síly, drsnost povrchu, geometrické tolerance, odchylky roztečí a průměru oproti jmenovitým hodnotám vrtaných otvorů. Na základě analýzy naměřených výsledků byly vyvozeny následující závěry:
Při zvýšení velikosti úhlu špičky i úhlu hřbetu došlo k poklesu posuvové síly. Nárůst úhlu špičky o 6° měl za následek pokles posuvové síly o více než 150 N. V případě zvýšení hodnoty úhlu hřbetu o 1° byl sledován pokles posuvové síly o 70 N.
Drsnost povrchu podle parametrů Ra i Rz byla při použití dvou vrtáků nižší než 1 mikrometr, respektive 6 mikrometrů. Nejlepší drsnosti povrchu vrtaného otvoru bylo dosaženo nástrojem s nejnižší dvojicí hodnot úhlu špičky i úhlu hřbetu. Zvýšení obou porovnávaných úhlů mělo za následek zvýšení drsnosti až po hodnotu Ra 2,24 mikrometru (Rz 11,7 mikrometru).
Při vrtání všemi použitými nástroji je zavrtání do materiálu obrobku kritickou částí procesu vrtání. Přesné a stabilní zavrtání je důležité zejména pro vytvoření geometricky přesného otvoru. Z geometrie vrtáku je podstatný zejména úhel příčného ostří.
Nejlepších výsledků z hlediska geometrických tolerancí kruhovitosti (0,025 mm), válcovitosti (0,045 mm) a kolmosti osy otvoru vůči povrchu vrtané desky (0,025), odchylky od jmenovité hodnoty rozteče (0,06 mm) a odchylky od jmenovité hodnoty průměru otvoru (0,03 mm) bylo dosaženo vrtákem C.
U vrtaných otvorů byl vstupní průměr otvoru větší než výstupní v důsledku nestabilního zavrtání. Nejnižší rozdíl vstupního a výstupního průměru otvoru byl nalezen u vrtáku C, kdy hodnota rozdílu byla pouze 0,0005. U otvorů vytvořených ostatními vrtáky byly hodnoty tohoto parametru až 0,047 mm.
Snížení tvrdosti materiálu na povrchu vrtané desky ze 400 HV0,1 na poloviční hodnotu mělo za následek zhoršení geometrické přesnosti vrtaných otvorů v závislosti na jednotlivých parametrech až o 220 %.
Rozsah doporučených hodnot úhlu špičky je 138° až 142°, úhlu hřbetu 7° až 10°a úhlu příčného ostří mezi 107° až 110°.
Poděkování:
Tato výzkumná práce byla podpořena grantem “Modern technologies for processing advanced materials used for interdisciplinary applications”, FSI-S-22-7957.
citace
[1] | DOLINŠEK, S. Work-hardening in the drilling of austenitic stainless steels. Journal of Materials Processing Technology [online]. 2003, 2003(133), 8 [cit. 2022-08-21]. Dostupné z: https://www.researchgate.net/publication/222737968_Work-hardening_in_the_drilling_of_austenitic_stainless_steels |
[2] | JAFFERY, S. H. I., KHAN, M., SHEIKH, N. A., MATIVENGA, P. Wear mechanism analysis in milling of Ti-6Al-4V alloy. Journal of Mechanical Manufacture [online]. 2013, 2013(227), 9 [cit. 2022-08-17]. Dostupné z: https://www.researchgate.net/publication/259578737_Wear_Mechanism_Analysis_in_Milling_of_Ti-6Al-4V_alloy/figures?lo=1&utm_source=google&utm_medium=organic |
[3] | LOTFI, M., AMINI, S., YASEEN AL-AWADY, I. Y. 3D numerical analysis of drilling process: heat, wear, and built-up edge. Advances in Manufacturing [online]. Shanghai University and Springer-Verlag GmbH Germany, 2018, 2018(6), 204-214 [cit. 2022-11-15]. Dostupné z: https://link.springer.com/article/10.1007/s40436-018-0223-z |
[4] | OEZKAYA, E., MICHEL, S., BIERMANN, D. Experimental and computational analysis of the coolant distribution considering the viscosity of the cutting fluid during machining with helical deep hole drills. Advances in Manufacturing [online]. Institute of Machining Technology, Dortmund University of Technology (TU Dortmund), Dortmund, 2022(10), 235-249 [cit. 2022-11-15]. Dostupné z: https://link.springer.com/article/10.1007/s40436-021-00383-w |
[5] | VAS, J. S., FERNANDES, A., D’SOUZA, A., RAI, A., QUADROS, J. D. Analysis of Temperature Changes during Dry Drilling of Austenitic Stainless Steels on Twist Drills Having Different Point Angles. Journal of Mechanical Engineering and Automation [online]. 2016, 6(6), 5 [cit. 2022-08-20]. Dostupné z: https://www.researchgate.net/publication/350439318_Analysis_of_Temperature_Changes_during_Dry_Drilling_of_Austenitic_Stainless_Steels_on_Twist_Drills_Having_Different_Point_Angles |
[6] | KARPAT, Y., BAHTIYAR, O. Tool geometry based prediction of critical thrust force while drilling carbon fiber reinforced polymers. Advances in Manufacturing [online]. Shanghai University and Springer-Verlag Berlin Heidelberg, 2015, 2015(3), 9 [cit. 2022-11-15]. Dostupné z: https://link.springer.com/article/10.1007/s40436-015-0129-y |
[7] | SULTAN, A. Z., SHARIF, S., KURNIAWAN, D. Effect of Machining Parameters on Tool Wear and Hole Quality of AISI 316L Stainless Steel in Conventional Drilling. Procedia Manufacturing [online]. Faculty of Mechanical Engineering, Universiti Teknologi Malaysia, Skudai, Malaysia, 7 [cit. 2022-01-31]. Dostupné z: https://www.sciencedirect.com/science/article/pii/S2351978915000360 |
[8] | SAPUTRO, R. D. A., SUKARDI, T., WIBOWO, Y. E., HARDIYANTA, R. A. P. The effect of twist drill angle and spindle speed on surface roughness in S45C steel drilling process. Journal of Physics [online]. 2020, 2020(1700), 7 [cit. 2022-08-20]. Dostupné z: https://iopscience.iop.org/article/10.1088/1742-6596/1700/1/012024 |
[9] | HUANG, S. T., CHAO, L., XU, L. F., GUO, L., YU, X. L. Variation characteristic of drilling force and influence of cutting parameter of SiCp/Al composite thin-walled workpiece. Advances in Manufacturing [online]. Shanghai University and Springer-Verlag GmbH Germany, 2019, 2019(7), 288-302 [cit. 2022-11-15]. Dostupné z: https://link.springer.com/article/10.1007/s40436-019-00264-3 |
[10] | DEMIR, Z. An experimental investigation of the effects of point angle on the high-speed steel drills performance in drilling. Measurement and Control [online]. 2018, 2018(14), 14 [cit. 2022-08-20]. Dostupné z: https://www.researchgate.net/publication/327320480_An_experimental_investigation_of_the_effects_of_point_angle_on_the_high-speed_steel_drills_performance_in_drilling |
[11] | HASSAN, M. H., ABDULLAH, J., FRANZ, G. Multi-Objective Optimization in Single-Shot Drilling of CFRP/Al Stacks Using Customized Twist Drill. MDPI: Materials [online]. Basel, Switzerland, 2022, 25 [cit. 2022-05-15]. Dostupné z: https://www.researchgate.net/publication/359064793_Multi-Objective_Optimization_in_Single-Shot_Drilling_of_CFRPAl_Stacks_Using_Customized_Twist_Drill |
[12] | GAO, X., ZOU, P., LIU, Q., GAO, H. Study on the Effects of the Geometrical Parameter of Twist Drill on the Drilling Performance of Stainless Steel. Advanced Materials Research [online]. [cit. 2022-03-27]. ISSN 1662-8985. Dostupné z: https://www.scientific.net/AMR.189-193.2251 |
[13] | YUVARAJ, G., FANNAN, C. B. V., JUNAIDH, A. P. AAKASH, V. Investigation the Effect of Point Angle While Drilling Titanium. Materials Today: Proceedings [online]. 2019, 2019(16), 824–831 [cit. 2022-11-20]. Dostupné z: https://www.sciencedirect.com/science/article/pii/S2214785319310090 |
[14] | KADHIM, A. M., HASSAN, A. F., RISHACK Q. A. The Effect of Machining Parameters and Drill Point Angle on the Temperature Distribution in AISI 304 Stainless Steel During Dry Drilling Operation. Basrah Journal for Engineering Sciences [online]. 2021, 2021(3), 25-33 [cit. 2022-11-20]. ISSN 23118385. Dostupné z: https://www.iasj.net/iasj/download/df8510dac32ccf3b |
[15] | MURAD, M. N., SHARIF, S., RAHIM E. A. Effect of Drill Point Angle on Surface Integrity when Drilling Titanium Alloy. Advanced Materials Research [online]. 2013, 2013(845), 5 [cit. 2022-08-20]. ISSN 1662-8985. Dostupné z: https://www.researchgate.net/publication/283372161_Effect_of_Drill_Point_Angle_on_Surface_Integrity_when_Drilling_Titanium_Alloy |
[16] | ZHU, X. X., WANG, W. H., JIANG, R. S, ZHANG, Z. F., HUANG, B., MA, X. W. Research on ultrasonic-assisted drilling in micro-hole machining of the DD6 superalloy. Advances in Manufacturing [online]. Shanghai University and Springer-Verlag GmbH Germany, 2020, 2020(8), 405-417 [cit. 2022-11-15]. Dostupné z: https://link.springer.com/article/10.1007/s40436-020-00301-6 |
[17] | ÜLLEN, N. B., ÖNENÇ, T. The Influence of Change in Microstructure by Heat Treatment on Drill Quality of Hot Forged AISI 4140 Steel. International Metallurgy and Materials Congress-IMMC2021 [online]. 2021, 4 [cit. 2022-08-22]. Dostupné z: https://www.researchgate.net/publication/353706367_The_Influence_of_Change_in_Microstructure_by_Heat_Treatment_on_Drill_Quality_of_Hot_Forged_AISI_4140_Steel |
[18] | LI, X., WEI, Y., WEI, Z., ZHOU, J. Effect of Cold Rolling on Microstructure and Mechanical Properties of AISI 304N Stainless Steel. IOP Conference Series: Earth and Environmental Science [online]. 2019, (252), 9 [cit. 2022-08-25]. Dostupné z: https://www.researchgate.net/publication/334328643_Effect_of_Cold_Rolling_on_Microstructure_and_Mechanical_Properties_of_AISI_304N_Stainless_Steel |
[19] | DE VOS, P. Obrábění nerezových ocelí: Příručka pro technology. Seco Tools CZ, s. r. o, 2012, 19. |
[20] | KLIMEK, P. Vliv tloušťky jádra šroubovitého vrtáku na silové poměry při vrtání [online]. Brno, 2008 [cit. 2022-05-18]. Dostupné z: https://dspace.vutbr.cz/xmlui/bitstream/handle/11012/16533/final-thesis.pdf?sequence=6&isAllowed=y. Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. Vedoucí práce Prof. Ing. Miroslav Píška, CSc. |
Rozpis obrázků:
Fig. 1 Rozložení tvrdosti materiálu na průřezu vrtané desky.
Fig. 2 Mikrostruktura austenitické korozivzdorné oceli v jednotlivých místech průřezu.
Fig. 3 Model vrtáku z experimentu s vyznačeným úhlem hřbetu a úhlem špičky.
Fig. 4 Schéma rozmístění experimentálních otvorů na vrtané desce.
Fig. 5 Metodika měření drsnosti povrchu vrtaných otvorů.
Fig. 6 Metodika měření geometrie tolerancí vrtaných otvorů.
Fig. 7 Závislost velikosti úhlu příčného ostří na nastavení hodnoty úhlu špičky a úhlu hřbetu u vrtáku CZ005.
Fig. 8 Vliv geometrie vrtáku na velikost působící posuvové síly.
Fig. 9 Vliv geometrie vrtáku na velikost působícího krouticího momentu.
Fig. 10 Vliv velikosti úhlu špičky a úhlu hřbetu vrtáku na dosaženou drsnost povrchu.
Fig. 11 Závislost hodnoty kruhovitosti vrtaných otvorů na volbě úhlu špičky a úhlu hřbetu.
Fig. 12 Vliv hodnoty úhlu špičky a úhlu hřbetu vrtáku na velikost válcovitosti vrtaného otvoru.
Fig. 13 Vliv zvolené geometrie porovnávaných úhlů na dosaženou kolmost osy otvoru vůči povrchu vrtané desky.
Fig. 14 Závislost hodnoty odchylky od jmenovité hodnoty rozteče vrtaných otvorů na volbě úhlu špičky a úhlu hřbetu na vrtáku.
Fig. 15 Vliv úhlu špičky a úhlu hřbetu vrtáku na velikost odchylky od jmenovité hodnoty průměru vrtaných otvorů.
Fig. 16 Vliv tvrdosti povrchu vrtaného materiálu na jednotlivé parametry jakosti otvorů.
Fig. 17 Porovnání morfologie tvořených třísek u stabilního vrtáku C a třísek tvořených při nestabilním procesu vrtání nástrojem G.
Rozpis tabulek:
Tab. 1 Hodnoty úhlu špičky a úhlu hřbetu u jednotlivých porovnávaných vrtáků.
Tab. 2 Geometrie experimentálních vrtáků.
Tab. 3 Porovnání rozdílu hodnoty průměru ve vstupní a výstupní části vrtaného otvoru.

Vybrali jsme pro Vás další články:


















